






































































































































-

- Agrárhírek
-
Energiahatékonyság és minőség a terményszárításban – Mindegy mit eszünk?
Energiahatékonyság és minőség a terményszárításban – Mindegy mit eszünk?
Gyakran halljuk a mondást, hogy „Azzá leszel, amit eszel”. De tudjuk-e, hogy mit eszünk? Meg kell bíznunk másokban. Mások szakértelmére, jóindulatára, lelkiismeretességére kell hagyatkozunk, ami nem mindig könnyű feladat, főleg ha figyeljük a ránk zúduló híreket is. Környezetünk védelmének egyik fontos szegmense a gabonáink és a takarmányok biztonságos raktározása és minőségének védelme (a takarmányok minősége az állati eredetű élelmiszereink minőségét is jelentős mértékben befolyásolja).
Tudományos kutatások szerint, 50 °C felett kedvezőtlen folyamat indul be és a hőmérséklet növekedésével egyre erősödik, a fehérjék denaturálódnak, a zsír oxidálódik, az enzimek, vitaminok inaktiválódnak. Nagyon fontos, hogy a szárítási folyamatot ennek figyelembevételével valósítsuk meg a gyakorlatban! Ez az élelmiszeripar és az állattenyésztés jogos igénye. Minden ettől magasabb kilépő hőmérséklet mellett lezajló vízelvonási folyamat veszteséget okoz a szárító üzemeltetése során.
Nem a különböző nedvességtartalommal beszállított termény az elsődleges ok, hanem ennél sokkal összetettebb a kérdés.
Eltérő nedvességtartalmú terményt eredményez, ha a szárító hő terhelése a belépő oldalról nem homogén. Ugyancsak nagy nedvességtartalom eltérést okozhat, ha a termény áramlási sebessége nem egyenletes, de az is komoly zavarok forrása lehet, ha a nyomásviszonyok nem kiegyenlítettek a torony teljes felületén.
Hirdetés
A raktározás biztonságát zavaró tényezők
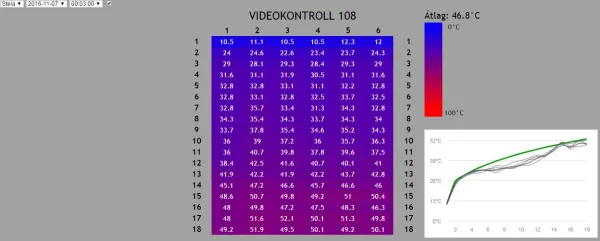
Mikrobák már a betakarított terményben is vannak. A raktározás során azonban kedvező feltételeket találhatnak a szaporodáshoz. Ha a betárolt terményhalmazban meleg, párás klíma alakul ki, akkor az ehhez szükséges alapvető feltételek máris adottak. A szárítási folyamat szoros kontrollja révén kiszűrhetők azok a tényezők, amelyek nagy nedvességtartalom eltérést, és ezzel nehezebben raktározható terményt eredményeznek. Az 1. és 2.ábrát úgy kell értelmezni, hogy a toronyból kilépő levegővel szemben állunk, azaz a hideg oldalon, így tekintünk a szárítóra. Fent a hideg, nedves terményt betöltjük, lefelé haladva pedig meg kell száradnia. Az adatokat kukorica szárítása közben rögzítettük, és mindkét ábra az adott torony jellemzőjeként viselkedett, folyamatosan hasonló értékeket láttunk ezeken a szárítókon.
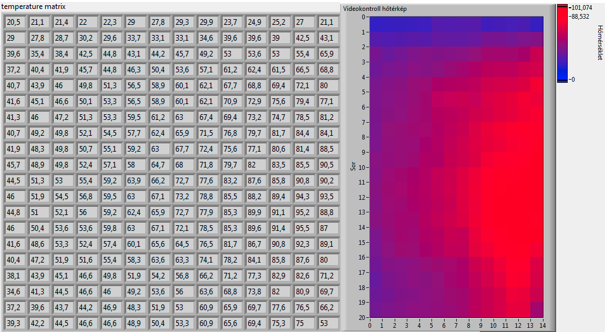 1.ábra Szárító torony hőképe, felülről lefelé haladva.
1.ábra Szárító torony hőképe, felülről lefelé haladva.
A lényegesen melegebb jobb oldalon végig haladó termény sokkal szárazabb lesz, mint a bal szélen Mi ennek a következménye? Nézzük kicsit távolabbról.
Mi történik, ha gombákkal, baktériumokkal szennyezett a takarmány?
Ha mikrobákkal szennyezett terményt kapott a jószág, a húsbolti eladó már nem tud vele mit kezdeni, eladja – persze csak ha határérték alatti a szennyeződés mértéke a húsban. A vevő megveszi, hiszen a vevők többsége nem biokémikus. Az állattenyésztőnek az összes szakértelmére szüksége van, ha határérték alatt akarja tartani a hús kérdéses paramétereit. Ebbe beletartozhat egyebek mellett toxinkötők vagy a szokásosnál több gyógyszer használata is. De mi történt a raktárban? A raktár személyzete is a maximumot nyújtotta, szintén sokat dolgozott, hogy határérték alatt tartsa a mikrobákkal szennyezett termény paramétereit, a termény eladhatósága érdekében. Akkor már csak a szárítókezelők lehetnek a fő okozói a problémának?! Gyorsan mentsük fel őket is, mert a kezelők is minden eszközt szakszerűen használtak, folyamatosan mérték a száraz termény nedvességtartalmát, ami átlagosan 13,5%, azaz 14,5% alatt volt, amikor mégsem, akkor újra rávezették a szárítóra. Mégis penészesedés indul a raktárban. A 14,5% alatti nedvességtartalmú termény jól raktározható, a baj az átlaggal van.
Méréseink szerint ugyanis 5-6%, vagy akár nagyobb is lehet az egyszerre kiadagolt terménytömegben a nedvességtartalmom eltérés. Mivel a szárítóból kiadagolt különböző nedvességtartalmú termény összekeveredik, a kezelő csak az átlagos nedvességtartalmat tudja mérni.
A terménytömeg egy része 10,5% – és túlságosan meleg is a túlszárítás miatt – a másik része 16,5% nedvességtartalommal hagyja el a szárítót (így a mérhető átlag 13,5%, ami alapján a szárítóból kitárolt termény raktározható, de a 14,5% egyensúlyi nedvességtartalomnál nedvesebb tömegrész problémák forrása lehet).
Nedves, páradús, meleg környezetben a mikroorganizmusok szaporodása felgyorsul.
De hogy alakulhat ki a raktárakban ilyen helyzet? A raktárba naponta nagy tömegű 200-300 tonna termény is bekerülhet a nappali időszakban, amikor a környezeti levegő hőmérséklete 20 °C felett is lehet. Mivel a szárított termény hűtésére környezeti levegőt használunk, így a hűtés hatásfoka rosszabb lesz. Akár 30-40 °C is lehet a nappal betárolt termény hőmérséklete a raktárakban, főleg, ha a túlszárítás miatt bevezetett többlet hőenergiát is számításba vesszük. A 14,5%-nál nedvesebb terményrésszel pedig nagy mennyiségű víz kerül a termény halomba. Vizsgáltunk olyan szárítót, ahol a nedvességtartalom a kiadagolt termény 40%-ában 14,5% fölött, a másik 40%-ában pedig 11% volt. Ha két műszakban 400 tonna teljesítménnyel számolunk, akkor minden nap több mint 3000 liter víz kerül be a raktárba, ami az egyensúlyi nedvességtartalomnál nedvesebb terményben van. A túlszárított termény tudna ugyan nedvességet felvenni, azonban ehhez sok idő kell és nedvességtranszport. Ezen a hőmérsékleten a nedvességtranszport ki is alakul a garmadán belül, és meleg, párás környezetet biztosít. A penészgombák és baktériumok is ott vannak, mert a szántóföldről is kerül a raktárba. Ezzel záródott a kör, minden feltétel adott a gombák, mikroorganizmusok szaporodásához.
Van megoldás a problémára?
A szárítási folyamat szoros kontrollja révén kiszűrhetők azok a tényezők, amelyek nagy nedvességtartalom eltérést, és ezzel nehezebben raktározható terményt eredményeznek.
A biztonságos tároláshoz homogén nedvességtartalmú terményt kell biztosítani, ez azonban a kezelők számára rendelkezésre álló eszközökkel a szárítás során gyakran nem biztosítható.
A szárítóból kiadagolt termény heterogén nedvességtartalmát előidéző okokat fel kell deríteni, alkalmat adva a nedvességtartalom szélsőértékeinek közelítésére. Homogén nedvességtartalom esetén a raktározás feltételei jelentősen javulnak, a mikrobák életfeltételei romlanak, kisebb költséggel (hatékonyabb energiafelhasználással) jobb terményminőség érhető el. A kazán feletti tér hőmérsékletének homogenizálása elsődleges jelentőségű kérdés, mert ha aszimmetrikus a torony hő terhelése, annak nem csupán nagy nedvességtartalom eltérés a következménye, hanem jelentősen magasabb energiafelhasználás és fokozódó tűzveszély. Az 1. ábrán látható esetben 35-45 °C kilépő levegő hőmérséklet helyett nagy felületen, ennek a dupláját mértük. Ez óriási veszteség, ugyanis sok tízezer köbméter levegő halad át a szárítókon óránként.
A következő 2. ábrán a termény áramlási sebességének az eltéréséből alakul ki nedvességtartalom különbség. Jól látszik, hogy a középső részen gyorsabban haladó termény nem tud eléggé megszáradni.
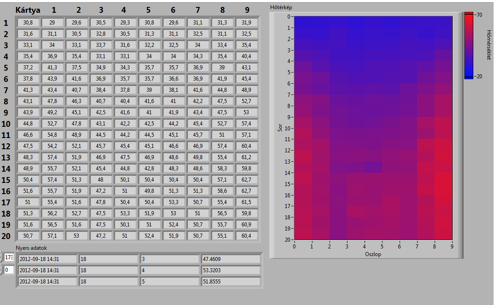 2.ábra Eltérő sebességgel haladó termény
2.ábra Eltérő sebességgel haladó termény
Elérhető-e a homogén nedvességtartalom?
Nagy dilemma a termelőknél, hogy ha energiatakarékossági és környezetvédelmi okból nem engedi a túlszárítást, akkor a raktározás feltételei romlanak, mert a nedves tömegrész lesz több, a romlási folyamatok beindulhatnak.
Tehát ha ugyanolyan belépő hőmérséklet mellett kissé gyorsítom a termény áramlását a toronyban, akkor rövidebb időt tölt el a termény a szárítózónában, kevesebb vizet veszít, de a torony egyes részeinek eltérő vízelvonási tulajdonságai nem változnak. Ezért ha az átlagos nedvességtartalom 11,5%-ról 12,5%-ra emelkedik, az alsó túlszárított mennyiség csökken, felmegy 9,5%-ra, a felső pedig 15,5 %-ra, látható hogy a fenti példához képest már megjelenik a 14,5% fölötti nedvességtartalmú tömeg, ezzel már el is veszítettük a raktározás optimális feltételeit. Ha az átlagot 13,5%-ra emeljük, akkor már 16,5%-os nedvességtartalmú szemek is lesznek, /2. ábra/ ami a raktárban fentebb részletezett következményekkel jár. Ezzel együtt azonban csökken a túlszárított tömeg.
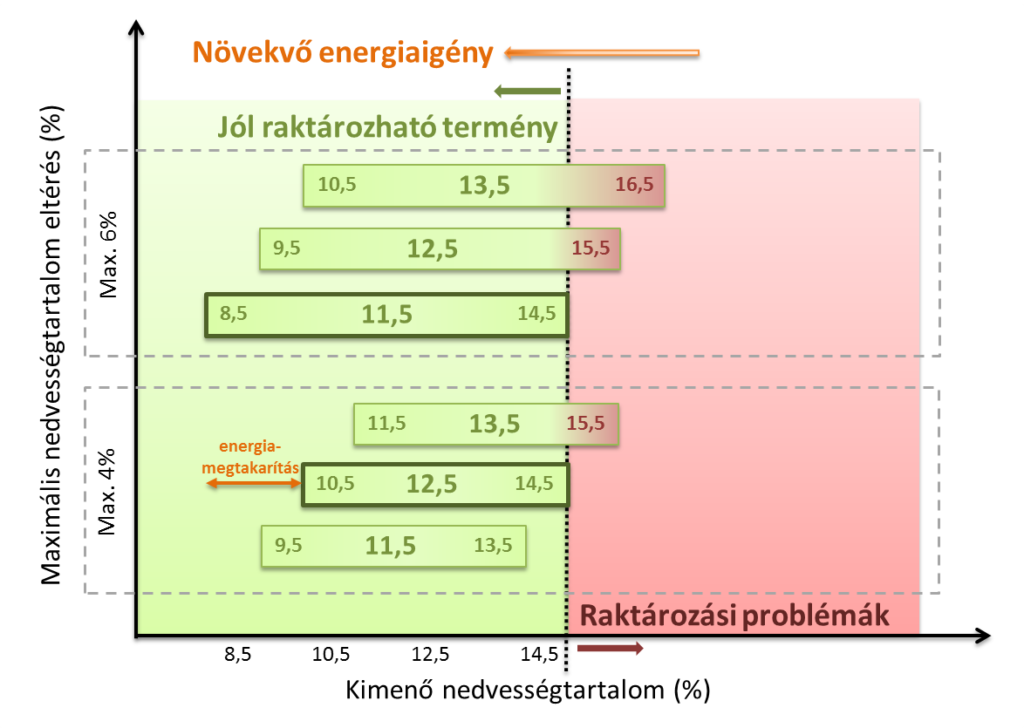 3. ábra A szárítókezelő döntési lehetőségei
3. ábra A szárítókezelő döntési lehetőségeiA dilemmát a szárítótorony alapos vizsgálata oldhatja fel, mely rávilágít a nagy nedvességtartalom eltérés okára. Egy kukorica szárítás során végzett mérés eredményei megmutatták, hogy a torony egyik felét 100%-kal magasabb hőmérsékletű szárító levegő éri, mint a másikat (1. ábra) A kazánoldal hőmérsékletének homogenitását biztosító légkeverőidomok beépítése után a nedvességtartalom-különbség jelentősen csökkenthető. Ha pl. már csak 4% (6% helyett), akkor már megalapozott a 11,5% helyett a 12,5%-os átlag mellett dönteni, mert a feltételeket biztosítottuk ehhez és 9,5-15,5% helyett, 10,5-14,5% lesznek az új szélsőértékek (2. ábra).
A szélsőértékek további közelítésében a következő lépést akkor lehet megtenni, ha a termény áramlási sebességének a kiegyenlítése érdekében is tettünk sikeres intézkedéseket.
A napraforgó szárítása során még fontosabb a folyamat kontrollja, mert alacsonyabb a gyulladási hőmérséklete és az illóolaj tartalma miatt fokozottabb a tűzveszély is.
Miért van túlszárítás?
Magyarországon jellemző a túlszárítás. Ezzel a megállapítással több fórumon lehetett találkozni az elmúlt évtizedekben. Mégis be kell látnunk, hogy a kezelő személyzetnek nincs más eszköze, ha a szárítóból nagy nedvességtartalom eltéréssel jön ki a száraz termény.
A szárító berendezések többségén nincs az egyenletességet befolyásoló paraméterek állítására, üzem közbeni szabályozására lehetőség. Így a raktározási problémákat – megfelelő eszközök hiányában – sok helyen túlszárítással igyekeznek elkerülni.
Ez azt jelenti – fenti példánknál maradva – hogy a felső nedvességhatár 14,5%, ekkor azonban az alsó érték 8,5%, az átlag pedig 11,5%. Erre a nedvességtartalomra szárítani költséges (a nedvességtartalom csökkenésével egyre több energiára van szükség minden további 1% nedvesség elpárologtatásához).
A jelentős túlszárítás a beltartalmi érték csökkenésével is együtt jár, ami nehezen számszerűsíthető, de számottevő veszteség (elsősorban az előállított alapanyagok minőségében jelentkezik). Továbbá a termény értékesíthető súlyát is csökkenti, ezen keresztül az értékesítési volumen és a bevételek is csökkennek.
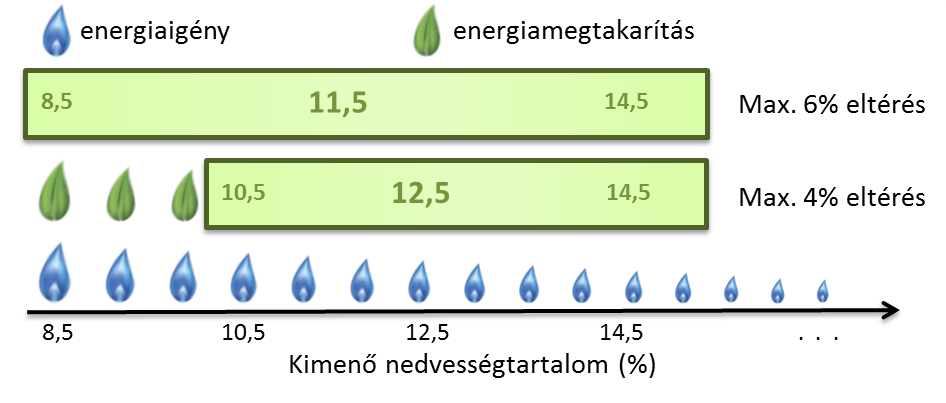 4. ábra Energiamegtakarítás szárítás közben, ha a száraz termény átlagos nedvességtartalmát a sikeres műszaki korrekció eredményeként, kontrolláltan 1%-kal feljebb visszük
4. ábra Energiamegtakarítás szárítás közben, ha a száraz termény átlagos nedvességtartalmát a sikeres műszaki korrekció eredményeként, kontrolláltan 1%-kal feljebb visszük
Az optimális vízelvonási folyamat megvalósítására, a veszteségek kiiktatására illetve minimalizálására való törekvés során, tudományos szintekig fejlesztett megoldások születhetnek egy-egy szárítón is. Így az előre vetített megtakarítások nagy része már akkor is előállhat, ha csak a legnagyobb termelők figyelmét ragadja meg a szárítási folyamat teljes kontrolljának fontossága, azaz a precíziós szárítás. Ez lesz a következő témánk júliusban.
Az átlagos nedvességtartalom 1%-os emelésénél a hangsúly, a műszakilag megalapozott intézkedéseket követően meghozott döntésen van.
Szerző: Speiser Ferenc, a precíziós szárítás szakértője, a Videokontroll tulajdonosa
Fotók forrása: termenyszaritas.hu
Témák a cikkben
Megosztás
Kapcsolódó cikkek









Hirdetés
További híreink

Több, mint 10 milliárd forintot fizettek ki a Napenergia plusz programban
2024.11.21.Az Energiaügyi Minisztérium szerint mintegy 4000 pályázónak már több mint 10 milliárd forintot utaltak át a modern napelemes rendszerek telepítéséhez

Naponta méhek millióinak gyilkosa az autó
2024.11.21.Egy friss kutatás meglepő eredményeket hozott a méhek közlekedési forgalom miatti pusztulásáról, amely jóval nagyobb léptékű, mint azt korábban feltételezték.
Kemény mínuszok és havazás lesz ma
2024.11.21.Csütörtökön változóan felhős, napos idő várható, de estére délnyugatról vastag felhőzet érkezik, és nyugaton havas eső, havazás alakulhat ki, erős, néhol viharos széllel.

Van válasz a veszteséges tejtermelésre: Szilágyi Szabina mesélt a Bociország Sajtműhely munkájáról
2024.11.21.A szarvasmarhatartás korántsem egyszerű feladat, amit Szilágyi Szabina gyakorló gazdálkodó alapos gazdasági számításokkal támasztott alá.

Kritikus állapotban az intenzív osztályon van a tinédzser, akit madárinfluenza fertőzött meg
2024.11.20.Egy kanadai tinédzser kritikus állapotban, intenzív osztályon fekszik, miután H5N1 madárinfluenzával fertőződött meg november elején.

Hérics: mérgező szépség vagy értékes vadvirág?
2024.11.20.A hérics, ez a különleges és szemet gyönyörködtető vadvirág, számos érdekességet rejt mind nevében, mind természetes élőhelyében.
Legújabb hirdetések






")

Hirdetés
Hirdetés

Baromfi Mintatelep és Látogatóközpont: az Agrofeed új mérföldköve a fenntartható állattenyésztésben
2024.11.19.Az Agrofeed Kft. nagy hangsúlyt fektet olyan mintatelepek létrehozására, amelyeken az elvégzett etetési tesztek tapasztalatai alapján hatékonyabb takarmányt tud a partnerei számára ajánlani.

Útmutató a talajmintavételhez, mésztrágyázáshoz és a meszezéshez
2024.11.07.Most, a tavaszi vetések betakarítása és az őszi vetések befejezése után ráérősen foglalkozhatunk két, a növénytermesztés hatékonyságát megalapozó, mégis méltatlanul elhanyagolt kérdéssel, illetve azok gyakorlati megvalósíthatóságával. Az egyik a talajmintavétel, a másik a mésztrágyázás és meszezés kérdésköre.
Hirdetés
Hirdessen a Magro.hu oldalon!
Válasszon prémium megjelenési megoldásaink közül!
Médiaajánlat")
AMG Pro-tech mikrogranulált talajkondicionáló készítmény (10kg)
12 940 HUF / zacskó
+ áfa
Magro.hu Piactér
Több mint 3.100 hirdetés 88 kategóriában!
Megnézem a hirdetéseketIratkozzon fel hírlevelünkre!
Hirdetés
Hirdetés
Hirdetés
